Ultrakrótkie impulsy w praktyce: kiedy femtosekunda bije CO₂ i fiber
Ultrakrótkie impulsy laserowe – brzmi to jak technologia rodem z laboratoriów naukowych, ale coraz częściej wkracza do przemysłu. Wyobraź sobie laser, który potrafi wywiercić dziurę w główce zapałki, nie podpalając jej – tak precyzyjnie, że otaczający materiał nawet się nie nagrzewa. Takie cuda są możliwe dzięki laserom femtosekundowym, generującym impulsy światła o niewyobrażalnie krótkim czasie trwania. W niniejszym artykule wyjaśnimy czym są lasery ultrakrótkich impulsów (femtosekundowe) i jak działają, czym różnią się od klasycznych laserów CO₂ i światłowodowych (fiber), a także wskażemy zastosowania, w których femtosekunda przewyższa inne technologie. Nie zabraknie omówienia ograniczeń laserów femtosekundowych (koszt, serwis, warunki pracy, produktywność) oraz praktycznych porad: kiedy lepiej postawić na CO₂, kiedy na fiber, a kiedy warto zainwestować w ultrakrótkie impulsy.
Czym jest laser femtosekundowy?
Laser femtosekundowy to rodzaj lasera ultraszybkiego, który emituje impulsy światła trwające od kilkunastu do kilkuset femtosekund. Femtosekunda (fs) to $10^{-15}$ sekundy, czyli jedna kwadrylionowa część sekundy – dla zobrazowania: tyle sekund upływa w ciągu około 30 milionów lat. Innymi słowy, w jednej sekundzie mieści się biliard femtosekund (jedynka z piętnastoma zerami)! Tak krótkie błyski światła umożliwiają osiągnięcie efektów nieosiągalnych dla laserów o dłuższym impulsie lub działających w trybie ciągłym.
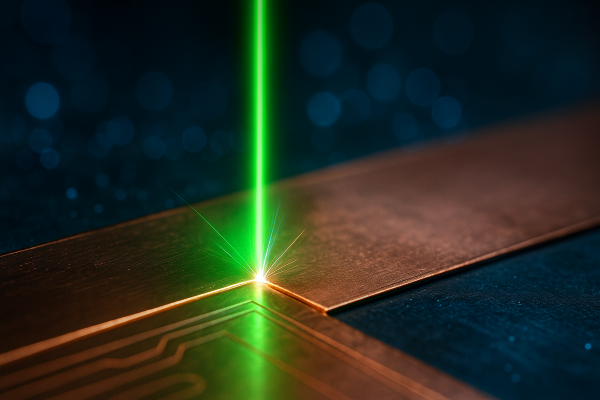
Kluczową cechą lasera femtosekundowego jest emitowanie ultrakrótkich impulsów zamiast ciągłej wiązki. Dzięki temu energia lasera jest dostarczana w bardzo krótkim czasie, co skutkuje gigantyczną mocą szczytową każdego impulsu – znacznie przewyższającą moce dostępne w laserach ciągłych o podobnej średniej mocy. Przykładowo, laser femtosekundowy może osiągać moc szczytową rzędu gigawatów w pojedynczym impulsie, choć średnia moc wyjściowa wynosi np. kilkadziesiąt watów. Taka koncentracja energii pozwala odparować materiał w ułamku nanosekundy, zanim zdąży on przekazać ciepło do otoczenia. Proces ten nazywamy zimną ablacją, ponieważ usuwanie materiału następuje praktycznie bez efektów termicznych – otoczenie nie zdąży się nagrzać.
Jak działają ultrakrótkie lasery?
Generowanie tak krótkich impulsów wymaga zaawansowanej techniki zwanej blokowaniem modów (mode-locking). W typowym laserze wiele częstotliwości (modów) drga niezależnie w rezonatorze. Blokowanie modów synchronizuje te drgania w fazie, co prowadzi do powstania bardzo wąskiego w czasie „pakietu” światła krążącego w rezonatorze i emitowanego jako ultrakrótki impuls. Im więcej modów uda się zablokować w fazie, tym krótszy impuls można uzyskać. Lasery femtosekundowe często pracują także z dość wysokimi częstotliwościami powtarzania impulsów – od kilku do kilkudziesięciu MHz, a nawet GHz – co oznacza, że wystrzeliwują miliony impulsów na sekundę.
Aby uzyskać ultrakrótkie impulsy o wysokiej energii, stosuje się metodę CPA (chirped pulse amplification) – poszerzanie i wzmacnianie impulsu, a następnie jego kompresję. Ta technika została opracowana w latach 80. (nagrodzona Nagrodą Nobla z fizyki w 2018 roku) i rozwiązała problem wzmacniania femtosekundowych impulsów bez niszczenia elementów optycznych. W praktyce impuls femtosekundowy najpierw rozciąga się w czasie (zmniejszając chwilową moc), wzmacnia w laserowym wzmacniaczu, a potem ponownie kompresuje do oryginalnej długości trwania. Dzięki CPA lasery femtosekundowe mogą osiągać znaczne energie pojedynczych impulsów (od kilku µJ do nawet mJ) i średnie moce rzędu dziesiątek watów, przy zachowaniu ultrakrótkiego czasu trwania impulsu.
Podsumowując: laser femtosekundowy generuje błyski światła trwające biliardowe części sekundy, o ogromnej mocy szczytowej. To umożliwia precyzyjne „odparowanie” materiału punkt po punkcie bez nadmiernego nagrzewania. Przyjrzyjmy się teraz, czym różnią się te lasery od bardziej tradycyjnych technologii, jak CO₂ i fiber.
Lasery CO₂ i światłowodowe vs. femtosekundowe – różnice w działaniu i efektach
Zanim omówimy zalety femtosekund, warto zrozumieć, czym charakteryzują się klasyczne lasery CO₂ oraz lasery światłowodowe (fiber) – bo to właśnie z nimi najczęściej spotykamy się w przemyśle. Każda z tych technologii operuje na innej zasadzie, innej długości fali i ma swoje mocne strony. Oto kluczowe różnice:
- Długość fali: Laser CO₂ emituje światło o długości fali około 10,6 µm (daleka podczerwień), natomiast typowy laser światłowodowy (np. na włóknie domieszkowanym iterbem) około 1,06 µm (bliska podczerwień). Dla porównania, wiele laserów femtosekundowych pracuje również w okolicach 1 µm (np. 1030 nm), choć istnieją też wersje dostrojone do innych długości fali. Ta różnica ma ogromne znaczenie praktyczne: różne materiały inaczej pochłaniają różne długości fal.
Wiązka 10,6 µm z lasera CO₂ świetnie absorbuje się w materiałach organicznych (drewno, papier, tworzywa sztuczne, tkaniny) i ceramice czy szkle – stąd CO₂ doskonale tnie i graweruje np. pleksi, skórę, szkło czy drewno. Jednak metale odbijają daleką podczerwień dość skutecznie, przez co laser CO₂ słabo radzi sobie z metalami (zwłaszcza wysoko refleksyjnymi, jak aluminium czy miedź).
Z kolei długość ~1 µm (lasery fiber oraz wiele femtosekundowych) jest lepiej absorbowana przez metale – dlatego lasery światłowodowe zdominowały cięcie blach i znakowanie metalu. Wadą jest jednak to, że takie promieniowanie przenika przez przezroczyste materiały (szkło, przezroczyste tworzywa) – więc fiber nie potnie szkła ani nie wygraweruje bezbarwnej pleksi (po prostu przez nie przejdzie, chyba że użyje się specjalnych sztuczek).
Laser femtosekundowy dzięki ogromnej gęstości mocy może obchodzić te ograniczenia – nawet materiał przezroczysty przy normalnym oświetleniu, pod działaniem ultrakrótkiego impulsu zaczyna pochłaniać energię na zasadzie procesów nieliniowych. W praktyce oznacza to, że femtosekundą można obrabiać praktycznie dowolny materiał: metal, szkło, ceramikę, polimer, a nawet tkankę biologiczną. To wszechstronność niespotykana w tradycyjnych laserach. - Reżim pracy (ciągły vs pulsowy): Klasyczny laser CO₂ często pracuje w sposób ciągły (ciągła emisja) lub długimi impulsami rzędu mikrosekund/milisekund. Laser światłowodowy może pracować ciągle (np. duże moce do cięcia) albo impulsowo – najczęściej generuje impulsy nanosekundowe (typowe lasery do znakowania czy grawerki fiber to impulsy ~100 ns). W obu przypadkach czas oddziaływania wiązki na materiał jest wiele rzędów wielkości dłuższy niż przy femtosekundach. Laser femtosekundowy zawsze pracuje impulsowo, a każdy impuls trwa tak krótko, że zachodzi inny mechanizm interakcji z materią. W dłuższych impulsach (ns, µs, CW) energia dostarczana jest wolniej – materiał nagrzewa się, topi lub spala. Natomiast femtosekunda dostarcza energię tak szybko, że materiał niemal od razu odparowuje, nie zdążając przekazać ciepła na boki. Skutek? Brak klasycznej strefy wpływu ciepła (HAZ), żadnego zwęglenia, stopionych krawędzi czy pęknięć termicznych wokół miejsca cięcia.
- Moc szczytowa vs moc średnia: Lasery CO₂ i światłowodowe osiągają wysokie moce średnie (liczone w watach czy kilowatach) – np. dostępne są lasery fiber 6 kW do cięcia stali czy CO₂ 5 kW w przemyśle ciężkim. Jednak są to głównie lasery ciągłe lub długoimpulsowe, więc ich moc szczytowa równa się mniej więcej mocy średniej. Laser femtosekundowy może mieć średnią moc np. 20–50 W, ale ponieważ impulsy są ultrakrótkie, moc szczytowa sięga gigawatów. Oznacza to, że oddziaływanie na materiał jest impulsywnie bardzo gwałtowne, lecz w ujęciu uśrednionym dostarczana energia jest mniejsza. Dlatego femtosekundą usuwa się materiał cienkimi warstwami – z reguły proces jest dokładniejszy, ale wolniejszy, jeśli patrzymy na duże objętości materiału.
- Wielkość plamki i precyzja: Długość fali wpływa na możliwą do uzyskania średnicę skupienia wiązki. Lasery fiber (1 µm) mogą być skupione w punkty nawet poniżej 50 µm, podczas gdy CO₂ (10 µm) – raczej kilkaset mikrometrów. Dlatego już sam laser światłowodowy oferuje ~10× mniejszą plamkę i wyższą gęstość mocy niż CO₂, co przekłada się na większą precyzję cięcia cienkich detali i szybsze tempo obróbki cienkich blach. Laser femtosekundowy często również operuje przy ~1 µm, więc teoretycznie plamka może być podobna jak w fiber. Jednak przewaga femto objawia się tym, że cała energia impulsu koncentruje się w tej maleńkiej plamce na ultrakrótką chwilę, wyparowując materiał dokładnie w obrębie plamki, bez „rozmazywania” krawędzi przez przewodzenie ciepła. W efekcie femtosekundą można wycinać i grawerować detale z precyzją mikro- a nawet nanometryczną, uzyskując czyste krawędzie bez nadtopień. Dla porównania, laser CO₂ zostawi stopione lub zwęglone krawędzie, a fiber może zostawić drobne gratu lub odbarwienia w strefie cięcia, wymagające często dodatkowej obróbki.
- Materiały i zastosowania typowe: Laser CO₂ od lat dominuje przy cięciu niemetali: tworzyw (akryl daje gładką, „wypolerowaną” krawędź), drewna i sklejki (choć z nadpaleniem brzegów), skóry, tkanin, papieru, gumy, szkła (grawerowanie), ceramiki (znakowanie). Bywa też stosowany do grubego cięcia stali z asystą tlenu, szczególnie przy bardzo grubych materiałach >20 mm, gdzie fiber traci efektywność. Laser światłowodowy (fiber) dominuje tam, gdzie mamy metale: od precyzyjnego znakowania stali czy aluminium po szybkie cięcie blach do kilkunastu mm grubości. Używa się go też do spawania, czyszczenia laserowego, teksturyzacji – to wszechstronne narzędzie o wysokiej wydajności. Z kolei laser femtosekundowy najlepiej sprawdza się w mikroobróbce i tam, gdzie wymagana jest ekstremalna precyzja lub minimalna zmiana materiału. Może ciąć metale, ceramikę, szkło, półprzewodniki, tworzywa czy nawet tkanki – ale zwykle na cienkich elementach lub małych obszarach, gdzie liczy się jakość krawędzi i brak uszkodzeń.
- Koszt i dostępność: Lasery CO₂ to dojrzała i relatywnie tania technologia – małe plotery (30–100 W) do grawerowania kupisz niedrogo, większe przemysłowe są droższe, ale zwykle tańsze niż fiber. Lasery światłowodowe były droższe, lecz ceny znacznie spadły (zwłaszcza mniejszych źródeł do znakowania). Duże systemy fiber do cięcia (kilowatowe) to koszt setek tysięcy lub więcej, ale często opłacają się dzięki wydajności i niskim kosztom operacyjnym. Lasery femtosekundowe pozostają najdroższe – przemysłowe systemy o mocach dziesiątek watów to inwestycja rzędu setek tysięcy, a utrzymanie wymaga specjalistycznego serwisu. Nowe konstrukcje (np. z oscylatorami światłowodowymi) znacząco poprawiły stabilność i „przemysłowość” femtosekund, jednak bariera kosztowa i złożoność nadal ograniczają ich masowe zastosowania.
Wniosek: laser femtosekundowy różni się od CO₂ i fiber przede wszystkim czasem oddziaływania na materiał i wynikającym z tego brakiem efektów termicznych. Daje to precyzję i czystość obróbki nieosiągalną dla innych laserów – kosztem ceny i mniejszej wydajności przy dużych objętościach.
Gdzie femtosekunda bije CO₂ i fiber – kluczowe zastosowania
Laser femtosekundowy to narzędzie niszowe, ale bezkonkurencyjne w pewnych zadaniach. Jeśli wymagania przekraczają możliwości zwykłych laserów, ultrakrótkie impulsy potrafią dostarczyć rezultatów, jakich inaczej nie dałoby się osiągnąć. Oto główne zastosowania i przewagi femtosekundy:
- Precyzyjna mikroobróbka i mikronarzędzia – wszędzie tam, gdzie potrzebne są struktury o rozmiarach mikro- i nanometrycznych, femtosekundy sprawdzają się najlepiej. Dzięki braku strefy wpływu ciepła można wiercić mikrootwory o średnicach rzędu kilku mikrometrów, wycinać mikrowzory, kanały i szczeliny, których krawędzie są ostre i wolne od nadtopień. Przykłady: dysze wtryskowe o bardzo małych aperturach, precyzyjne filtry siatkowe, elementy mikromechaniczne, igły i narzędzia mikrochirurgiczne. Powtarzalność i czystość takiej obróbki przewyższa lasery nanosekundowe czy klasyczne metody mechaniczne. W przemyśle elektroniki femtosekundy używa się do wiercenia tysięcy mikrootworów (np. microvia w PCB, otworki wentylacyjne) z idealną geometrią i bez przypaleń.
- Materiały twarde, kruche i trudne w obróbce – popisowe zastosowania ultrakrótkich impulsów to cięcie i wiercenie ceramiki inżynierskiej, szkła (w tym hartowanego), szafiru, kwarcu, diamentu. Tradycyjny CO₂ często powoduje pęknięcia od naprężeń termicznych, a mechaniczna obróbka daje odpryski. Femtosekunda odparowuje miejscowo materiał bez pęknięć i rys, pozwalając ciąć nawet diamenty czy szkło hartowane z wysoką precyzją. Również obróbka kruchych półprzewodników (np. GaN, GaAs) jest bezpieczniejsza femtosekundą – minimalne ryzyko uszkodzeń termicznych i mikropęknięć przekłada się na wyższy uzysk w produkcji optoelektroniki.
- Materiały wrażliwe na ciepło i wymagana biozgodność – niektóre materiały nie tolerują nagrzewania: np. polimerowe implanty medyczne. Biodegradowalne stenty naczyniowe z polimerów po obróbce nanosekundowej mogą mieć stopione krawędzie lub zwęgloną warstwę, co obniża biozgodność. Femtosekundy tną „na zimno”, zachowując strukturę i czystość materiału. W chirurgii oka femtosekundy stosowane do cięcia rogówki powodują mniejsze uszkodzenia niż nanosekundy czy ostrze mechaniczne, co przyspiesza gojenie. Jeśli materiał ma pozostać nienaruszony termicznie, femtosekunda jest właściwym narzędziem.
- Obróbka metali najwyższej jakości (bez gratów i nadtopień) – do grubych metali wciąż prym wiedzie fiber, ale przy ultraprecyzyjnych, cienkich detalach metalowych femtosekunda wygrywa jakością. Przykład: stenty z nitinolu (NiTi). Tradycyjnie cięte laserami nanosekundowymi wymagają trawienia i polerowania z powodu gratu i tlenków. Femtosekundowe cięcie daje praktycznie brak gratu i „przypalenia”, więc post-processing jest minimalny. To samo dotyczy cienkich folii miedzianych, stali sprężynowych, cienkich rurek (hypotubing): krawędzie po femto często nie wymagają dodatkowej obróbki, co jest kluczowe w medycynie, zegarmistrzostwie i mikromechanice.
- Strukturyzacja powierzchni i nowe właściwości – ultrakrótkie impulsy umożliwiają laserowe teksturowanie mikro/nano (np. LIPSS), aby zmienić zwilżalność, tarcie, odbicie bez powłok – wyłącznie obróbką powierzchni. Da się tworzyć powierzchnie hydrofobowe/hydrofilowe, modyfikować właściwości optyczne i tribologiczne. Inne procesy to direct laser writing czy laser trimming cienkich warstw – selektywne usuwanie mikrometrowych powłok bez uszkodzenia podłoża. Te możliwości są intensywnie wykorzystywane w R&D i stopniowo przenoszą się do przemysłu (formy wtryskowe z nanoteksturą, elementy optyczne o właściwościach dyfrakcyjnych itd.).
Wniosek: femtosekunda bije CO₂ i fiber tam, gdzie liczą się: absolutna precyzja, brak HAZ, delikatne/kruché materiały oraz biozgodność.
Ograniczenia laserów femtosekundowych
- Wysoki koszt zakupu – źródła femtosekundowe i kompletne systemy są znacznie droższe od CO₂ i fiber. ROI często pojawia się dopiero tam, gdzie femto eliminuje drogi post-processing albo pozwala wytwarzać produkty o bardzo wysokiej wartości.
- Utrzymanie i serwis – to urządzenia high-tech: wymagają stabilnego chłodzenia, zasilania, czystego środowiska, a serwis zwykle wykonuje producent lub autoryzowany inżynier. Nowe konstrukcje poprawiły stabilność, ale złożoność pozostaje większa niż w CO₂/fiber.
- Wymagania środowiskowe – femtosekundy są wrażliwsze na wibracje, kurz i skoki temperatury. Najlepiej pracują w kontrolowanych warunkach. Zabrudzenie optyki przy dużych gęstościach mocy grozi szybkim uszkodzeniem.
- Niższa produktywność w makroskali – ablacja jest wolniejsza niż cięcie ciągłe. Do dużych elementów i dużych objętości materiału lepsze są fiber/CO₂. Femtosekunda błyszczy w mikro i precyzji, a nie w masie.
- Ograniczona moc średnia – choć moc szczytowa jest ogromna, moc średnia femto zwykle wynosi dziesiątki watów. Do procesów wymagających dużej energii ciągłej (np. grube spawanie) femto nie jest właściwym wyborem. Aby utrzymać „zimny” charakter obróbki, często trzeba ograniczać częstotliwość lub zwiększać prędkość skanowania.
- Kompleksowość systemu – precyzyjna obróbka wymaga skanerów galvo, optyki f-theta, mikroskopów/vision, kalibracji. System jest bardziej złożony niż typowy ploter CO₂ lub prosta znakowarka fiber.
Wniosek: femtosekunda nie zastępuje wszystkich laserów – uzupełnia je tam, gdzie decyduje jakość i delikatność procesu.
Kiedy CO₂, kiedy fiber, a kiedy femtosekunda? – praktyczny poradnik dla kupującego
Laser CO₂ – wybierz, gdy:
- Pracujesz głównie z niemetalami: drewno, sklejka, akryl, tworzywa, papier, tkaniny, skóra, szkło, ceramika.
- Potrzebujesz grubych cięć niemetali (np. gruby akryl, pianki) lub bardzo grubych cięć stali z asystą tlenu.
- Liczy się duże pole robocze przy niskim koszcie wejścia i prosta eksploatacja.
- Chcesz sprawdzonej technologii z szerokim wsparciem serwisowym.
Laser CO₂ nie jest optymalny, gdy: obrabiasz głównie metale (zwłaszcza refleksyjne) albo wymagasz mikro precyzji w metalach.
Laser światłowodowy (fiber) – wybierz, gdy:
- Twoim głównym materiałem są metale: cięcie, znakowanie, spawanie, czyszczenie.
- Potrzebujesz wysokiej wydajności i szybkości (zwłaszcza blachy do kilkunastu mm).
- Zależy Ci na niskich kosztach operacyjnych, bezobsługowości i długiej żywotności.
- Chcesz uniwersalności procesów (cięcie, znakowanie, spawanie, czyszczenie) w jednej platformie.
Fiber ma ograniczenia, gdy: materiał jest transparentny dla 1 µm (szkło, bezbarwne tworzywa) lub gdy wymagana jest zero-HAZ mikroprecyzja w delikatnych materiałach.
Laser femtosekundowy – rozważ, gdy:
- Wymagana jest maksymalna precyzja i brak strefy wpływu ciepła (mikroobróbka, mikrootwory, kanały mikrofluidyczne).
- Obrabiasz materiały kruche/trudne (szafir, szkło hartowane, ceramika, diament) lub wrażliwe na ciepło/bio (implanty polimerowe).
- Chcesz wyeliminować kosztowny post-processing (zero gratu, zero tlenków).
- Szukasz przewagi konkurencyjnej w niszach high-tech (medtech, fotonika, elektronika precyzyjna).
Femtosekunda nie ma sensu, gdy: zadania są proste/masowe, budżet ograniczony, a materiały i tolerancje nie wymagają ultrakrótkich impulsów.
Podsumowanie
Lasery ultrakrótkich impulsów (femtosekundowe) to przełom w obróbce materiałów – pozwalają ciąć i grawerować bez HAZ, z mikrometryczną precyzją, obrabiając kruché oraz wrażliwe materiały bez uszkodzeń. W zastosowaniach takich jak mikroobróbka szkła i ceramiki, precyzyjne cięcie metali cienkościennych bez gratu, obróbka polimerów i biomateriałów – femtosekunda bije CO₂ i fiber.
Jednocześnie CO₂ i fiber mają ugruntowane miejsce: CO₂ w niemetalach i tam, gdzie liczy się duże pole przy niskim koszcie wejścia; fiber w metalach, wydajności i uniwersalności procesów przy niskich kosztach operacyjnych. Dla większości codziennych zadań przemysłowych fiber lub CO₂ będą bardziej opłacalnym wyborem dzięki prostocie, wydajności i kosztom.
Klucz do trafnej decyzji: zdefiniuj materiały, tolerancje jakości, wolumen, budżet i procesy końcowe.
- Grawerujesz drewno i akryl? – CO₂.
- Masowo tniesz/znakujesz metal? – fiber.
- Tworzysz mikrootwory w szafirze, implanty bez gratu, kanały mikrofluidyczne? – femtosekunda.
Nie istnieje jeden „najlepszy” laser do wszystkiego. Każda technologia jest najlepsza w swojej klasie. Świadomy wybór to umiejętność wyważenia kosztu, prędkości i jakości – dziś i z myślą o jutrze. Powodzenia w laserowych inwestycjach!