MOPA vs „zwykły” FIBER do znakowania: który lepszy do anodowanego aluminium, stali nierdzewnej i tworzyw?
Wstęp — po co w ogóle MOPA?
Standardowy laser FIBER do znakowania (często nazywany „Q-switched”, „M1/M2”, „non-MOPA”) ma stałą długość impulsu, zwykle ok. 80–200 ns, i typowy zakres częstotliwości 20–200 kHz. To wystarcza do szybkiego, kontrastowego znakowania metali i części tworzyw.
MOPA (Master Oscillator Power Amplifier) dodaje kluczową przewagę: regulowaną długość impulsu (np. 2–500 ns, a u części źródeł nawet szerzej) oraz szeroki zakres częstotliwości (często do 600 kHz–1 MHz). Dzięki temu możesz precyzyjnie sterować szczytową mocą, energią impulsu, głębokością/charakterem oddziaływania cieplnego i sposobem, w jaki materiał zmienia barwę lub ulega ablacji.
W praktyce oznacza to, że:
- MOPA daje czystsze białe znakowanie na anodowanym aluminium, stabilniejsze kolorowe znakowanie stali nierdzewnej i bardziej przewidywalne „soft marking” tworzyw (zmiana barwy bez przypaleń).
- „Zwykły” FIBER wygrywa prostotą i ceną. W wielu zastosowaniach (czarne/ciemne znakowanie stali, szybkie kody na metalach) pozostaje w pełni wystarczający i szybszy.
Poniżej znajdziesz różnice technologiczne, konkretne presety startowe oraz porównanie czasów cyklu dla anodowanego aluminium, stali nierdzewnej i popularnych tworzyw (ABS/PA/PC/POM).
MOPA vs Q-switched FIBER — różnice, które „robią robotę”
- Długość impulsu (ns)
- Q-switched: stała (np. ~100–200 ns).
- MOPA: regulowana (np. 2–500 ns).
Krótszy impuls = wyższa moc szczytowa i mniejsza strefa cieplna; dłuższy impuls = więcej ciepła w czasie → przydatne w kontrolowanej oksydacji/odpuszczaniu koloru (stal), ale też ryzyko „przypieku” przy złych parametrach.
- Częstotliwość (kHz) i energia impulsu
- Wraz ze wzrostem częstotliwości spada energia pojedynczego impulsu przy stałej mocy średniej.
- MOPA utrzymuje stabilność i jakość przy wysokich częstotliwościach, co sprzyja gładkim, równym powierzchniom i kolorom.
- Tryb oddziaływania
- Ablacja/wytrawianie: krótsze impulsy, niższa kumulacja ciepła → ostre krawędzie, mniejszy nalot.
- Oksydacja/odpuszczanie: dłuższe impulsy, większa energia cieplna → zmiana barwy tlenków (stal nierdzewna).
- Foaming/karbonizacja w tworzywach: miękkie, ale wystarczające grzanie w objętości → lepsza czytelność.
- Jakość powierzchni i kontrast
- MOPA pozwala łączyć wysoką częstotliwość + odpowiedni czas trwania impulsu, by uzyskać matowe białe na anodzie, głęboką czerń lub stabilne kolory na inox bez „skórki pomarańczy”.
Materiały i efekty: co, kiedy i dlaczego
1) Anodowane aluminium
Cel: wysokokontrastowe, równe znakowanie (najczęściej „białe” na kolorowej anodzie lub ciemniejsze na naturalnej).
- Q-switched FIBER
- Bardzo szybkie „wybielanie” barwionej anodowej warstwy (ablacja/wybicie barwnika).
- Prostota do logotypów i numeracji.
- Ryzyko: lokalne „przepalenie” — błyszczące krawędzie, zabrudzenia przy zbyt dużej energii impulsu.
- MOPA
- Bardziej jednorodne białe przy wysokich częstotliwościach i krótszych impulsach (2–20 ns), mało przypaleń, „aksamit” bez połysków.
- Dobra kontrola cienkich linii i drobnego fontu (1–1,5 pt) bez podtopień.
Presety startowe (pole 50×50 mm, grawer 2D):
- MOPA (30 W):
- Tryb „białe na kolorowej anodzie”: P=18–22%, v=1200–1800 mm/s, f=200–400 kHz, τ=4–10 ns, hatch 0,03–0,05 mm, 1–2 przejścia, focus 0 mm lub +0,2 mm.
- „Ciemne na naturalnej anodzie”: P=20–30%, v=900–1400 mm/s, f=100–200 kHz, τ=20–80 ns.
- Q-switched (20 W):
- Białe na kolorowej anodzie: P=40–60%, v=1500–2200 mm/s, f=80–120 kHz, hatch 0,04–0,06 mm, 1 przejście.
- Jeśli krawędź błyszczy — zwiększ f, zmniejsz moc lub przyspiesz.
Czasy cyklu (logo 30×30 mm, wypełnienie hatch 0,04 mm):
- Q-switched: ~6–12 s (szybkie, kontrastowe).
- MOPA: ~8–15 s (często ładniejsza biel i krawędź; czas zależy od wybranej częstotliwości).
2) Stal nierdzewna (inox)
Możliwe efekty:
- Czarny/ciemny „black anneal” (oksydacja, bez głębokiej ablacji).
- Kolorowe znakowanie (od niebieskiego po fiolet, złoto, zieleń – przez kontrolę grubości tlenku).
- Grawer głęboki (ablacja, relief do wypełnienia farbą).
Q-switched FIBER świetnie radzi sobie z czarnym/ciemnym znakowaniem i szybkim grawerem.
MOPA daje stabilniejszą paletę kolorów oraz ciemną czerń o „satynowym” wykończeniu (mniej chropowate tło).
Presety startowe:
- Czarna czerń (black anneal) – MOPA (30 W):
- P=18–26%, v=300–600 mm/s, f=150–300 kHz, τ=100–200 ns, hatch 0,03–0,05 mm, 2–4 przejścia, focus 0 do +0,3 mm.
- Uwaga: dłuższy impuls i wyższa f sprzyjają jednorodnej czerni (oksydacja zamiast „wyrywania”).
- Czarna czerń – Q-switched (20 W):
- P=40–55%, v=400–800 mm/s, f=60–120 kHz, hatch 0,04–0,06 mm, 2–3 przejścia.
- Jeśli wychodzi grafit a nie czerń — obniż prędkość lub zwiększ liczbę przejść.
- Kolorowe znakowanie (MOPA, 30 W) — orientacyjnie:
- Niebiesko-fiolety: P=14–22%, v=150–350 mm/s, f=200–400 kHz, τ=150–300 ns, hatch 0,02–0,04 mm, 2–5 przejść.
- Złocisto-brązy: podobnie, ale nieco dłuższy impuls (200–400 ns) i/lub gęstszy hatch.
- Zielenie: parametry „kapryśne”; często wymaga niższej prędkości i bardzo równych skanów, minimalnych przerw, stałej temperatury materiału.
- Tipy: stały focus (0 do +0,2 mm), polerowana stal daje nasycone barwy; po szczotkowaniu kolory są bardziej „pastelowe”.
- Grawer głęboki (Q-switched, 20–50 W):
- P=60–90%, v=200–500 mm/s, f=30–60 kHz, hatch 0,03–0,06 mm, 5–20 przejść.
- MOPA też to zrobi, ale przewaga MOPA dotyczy raczej jakości powierzchni niż wydajności usuwania materiału.
Czasy cyklu (logo 25×25 mm, wypełnienie hatch 0,03–0,04 mm):
- Czarna czerń: 30–90 s (Q-switched szybciej, MOPA czyściej).
- Kolor: od 6 do 20 min w zależności od koloru (zielenie/żółcie zwykle dłużej), powierzchni i liczby przejść. Kolor to zawsze wolniejszy proces.
3) Tworzywa (ABS, PA6/PA66, PC, POM)
Efekty: zmiana barwy (rozjaśnienie/ściemnienie), „spienienie” (foaming), rzadziej ablacja.
- Q-switched FIBER: szybkie, ale bywa „twarde” w oddziaływaniu — łatwo o nadtopienia, kontrast zależy od dodatków w tworzywie (masterbatch).
- MOPA: regulacja czasu impulsu i wysokie częstotliwości pozwalają na „soft marking”, czyli równy kontrast bez przyżółceń, szczególnie w ABS i PA.
Presety startowe (start od próbki!):
- ABS (MOPA 30 W): P=12–20%, v=800–1400 mm/s, f=200–400 kHz, τ=20–80 ns, hatch 0,04–0,06 mm, 1–2 przejścia.
- ABS (Q-switched 20 W): P=35–50%, v=900–1500 mm/s, f=60–120 kHz, hatch 0,05–0,08 mm.
- PA66 (MOPA 30 W): P=14–22%, v=600–1000 mm/s, f=150–300 kHz, τ=80–200 ns.
- PC (MOPA 30 W): P=12–18%, v=900–1500 mm/s, f=200–400 kHz, τ=20–80 ns.
- POM/Acetal (ostrożnie, lubi przypalenia): MOPA z krótkimi impulsami (10–30 ns), f=200–300 kHz, v=1000–1600 mm/s, niska moc.
Wskazówki:
- Dąż do gładkiej, aksamitnej matowości bez połysku.
- Jeśli widzisz bąble, chropowatość — zmniejsz energię impulsu: wyższa częstotliwość, krótszy impuls, mniejsza moc, szybszy ruch.
Przykładowe ustawienia dla tabliczek znamionowych i gadżetów
Tabliczki znamionowe (stal nierdzewna, czarne znakowanie)
- Q-switched 30 W: P=55%, v=700 mm/s, f=80 kHz, hatch 0,04 mm, 2 przejścia.
- Czas (format 80×40 mm, z wypełnieniem 60% pola): ~25–45 s.
- MOPA 30 W (aksamitna czerń): P=22%, v=500 mm/s, f=200 kHz, τ=150 ns, hatch 0,03–0,04 mm, 3 przejścia.
- Czas: ~45–75 s, ale ładniejsza, bardziej jednorodna czerń.
Aluminiowe gadżety anodowane (np. długopis/brelok, białe logo)
- Q-switched 20 W: P=45%, v=2000 mm/s, f=100 kHz, hatch 0,05 mm, 1 przejście.
- Czas (logo 12×12 mm): 2–4 s.
- MOPA 30 W: P=18%, v=1600 mm/s, f=300 kHz, τ=8 ns, hatch 0,04 mm, 1 przejście.
- Czas: 3–5 s, biel równiej „mleczna”, mniejsze ryzyko połysku.
Kolorowe logo na stali (np. multitool, kubek stalowy)
- MOPA 30 W: P=16–22%, v=200–400 mm/s, f=200–400 kHz, τ=150–300 ns, hatch 0,02–0,03 mm, 3–8 przejść w zależności od barwy i nasycenia.
- Czas (pole 20×20 mm, 4 kolory): 8–15 min.
- Uwaga: kolor bywa wrażliwy na mycie w zmywarce i długotrwałe UV/chemikalia — komunikuj to klientom.
Jak szacować czasy cyklu (prosta metoda)
- Długość linii skanowania ≈ (wysokość pola / hatch) × szerokość pola.
- Czas jednego przejścia ≈ (długość linii / prędkość) + narzuty (powroty, przyspieszenia, zmiany kierunku).
- Czas łączny = liczba przejść × czas jednego + kontury + overhead (typowo 10–40% zależnie od galva i sterownika).
Przykład (logo 30×30 mm, hatch 0,04 mm, v=600 mm/s):
- Linie: 30 / 0,04 = 750 linii × 30 mm = 22 500 mm.
- Czas skanowania: 22 500 / 600 = 37,5 s + overhead, załóż +25% → ~47 s / przejście.
- 2 przejścia = ~1,6 min.
Widać, dlaczego kolor (gęstszy hatch, więcej przejść, wolniejsze v) rośnie czasowo wykładniczo.
Koszty i wybór technologii
- Jeśli znakujesz głównie metale na czarno/szaro, masz duże wolumeny, kody 1D/2D, proste logotypy: Q-switched będzie tańszy i szybszy.
- Jeśli potrzebujesz:
- idealnej bieli na anodzie,
- kolorów na inox,
- delikatnego znakowania tworzyw bez przypaleń,
MOPA to „szwajcarski scyzoryk” — elastyczniejszy, z szerszym oknem procesowym i wyższą jakością powierzchni, kosztem nieco dłuższych czasów (zwł. przy kolorach) i wyższej ceny źródła.
Typowe błędy i szybkie naprawy
- „Płomienie” i sadza na inox przy czerni
→ Zbyt krótki impuls i mała częstotliwość (ablacja), a chcesz oksydację.
Naprawa: dłuższy impuls (MOPA), wyższa f (150–300 kHz), wolniej, więcej przejść. - Błyszczące, nierówne białe na anodzie
→ Za duża energia impulsu.
Naprawa: wyższa f, krótszy impuls (MOPA 4–10 ns), szybciej, delikatnie mniejsza moc. - Przypalenia na ABS
→ Zbyt „twarde” oddziaływanie.
Naprawa: krótszy impuls i wyższa f (MOPA), zwiększ prędkość, zmniejsz moc; ewentualnie hatch większy o 0,01–0,02 mm. - Kolor „ucieka” między seriami
→ Inna temperatura powierzchni, inne chłodzenie, drobne różnice w ognisku.
Naprawa: standardyzuj kolejność skanów, trzymaj focus, nie rób przerw między polami; zapisuj dokładnie parametry. - „Skórka pomarańczy” na inox po czerni
→ Nadmierna ablacja.
Naprawa: zwiększ f i τ (MOPA), zmniejsz moc, wprowadź dodatkowe „wygładzające” przejście z gęstym hatch.
Szybka tabela startowa (do pierwszych prób)
| Materiał / efekt | Źródło | Moc [%] | Prędkość [mm/s] | Częstotliwość | Dł. impulsu | Hatch [mm] | Przejścia |
|---|---|---|---|---|---|---|---|
| Anoda – białe | MOPA 30 W | 18–22 | 1200–1800 | 200–400 kHz | 4–10 ns | 0,03–0,05 | 1–2 |
| Anoda – białe | Q-sw 20 W | 40–60 | 1500–2200 | 80–120 kHz | stała | 0,04–0,06 | 1 |
| Inox – czarna czerń | MOPA 30 W | 18–26 | 300–600 | 150–300 kHz | 100–200 ns | 0,03–0,05 | 2–4 |
| Inox – czarna czerń | Q-sw 20 W | 40–55 | 400–800 | 60–120 kHz | stała | 0,04–0,06 | 2–3 |
| Inox – kolory | MOPA 30 W | 16–22 | 150–350 | 200–400 kHz | 150–300 ns | 0,02–0,03 | 3–8 |
| ABS – soft | MOPA 30 W | 12–20 | 800–1400 | 200–400 kHz | 20–80 ns | 0,04–0,06 | 1–2 |
| PA – soft | MOPA 30 W | 14–22 | 600–1000 | 150–300 kHz | 80–200 ns | 0,04–0,06 | 1–2 |
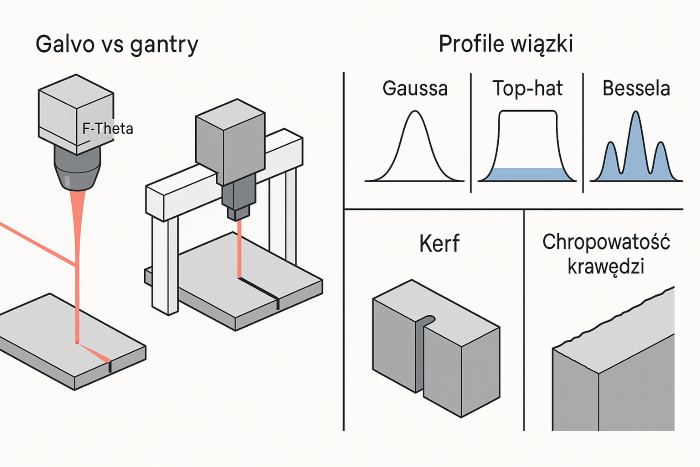
Uwaga: to preset startowy. Rzeczywiste okna procesu zależą od galva, optyki (F-Theta), M², kalibracji mocy i doboru hatch/strategii skanowania. Zawsze rób małe próby przed wdrożeniem.
Workflow produkcyjny — żeby było szybciej i powtarzalnie
- Plik: konwersja fontów do krzywych, minimalna szerokość linii ≥ 0,08–0,12 mm, separacja kolorów w osobnych warstwach (dla MOPA – inne τ/f).
- Kolejność skanów: najpierw kontury, później wypełnienia albo odwrotnie — sprawdź, co daje mniej „prógów” na brzegach (zależy od optyki i kompensacji).
- Hatch: testuj 0,02–0,06 mm; mieszaniny (0°, 45°, 90°) wygładzają powierzchnię, ale wydłużają czas.
- Focus: dla kolorów i bieli najlepiej 0 do +0,3 mm; dla głębokiej ablacji 0 do −0,3 mm.
- Standaryzacja: zapisuj moc, prędkość, f, τ, hatch, liczbę przejść, kolejność skanów, focus, soczewkę.
- Kontrola: lupa / mikroskop USB + karta porównawcza „czerni/koloru/bieli” dla operatorów.
Podsumowanie — co wybrać?
- Anodowane aluminium:
- Szybkie białe w produkcji masowej: Q-switched.
- Najładniejsze, równe białe bez połysku, mikrofondy 1–1,5 pt: MOPA.
- Stal nierdzewna:
- Czarny znak do tabliczek i kodów: Q-switched (szybko) lub MOPA (estetyczniej, „aksamit”).
- Kolory: zdecydowanie MOPA (licz się z dłuższym czasem).
- Tworzywa:
- Równe, „soft” znakowanie bez przypaleń i zadziorów: MOPA wygrywa kontrolą τ i wysoką f.
- Proste, ciemne znaki na „wdzięcznych” mieszankach — da radę także Q-switched.
Jeśli Twoje realizacje to głównie metale, szybkie kody, czarne/ciemne znaki — wybór ekonomiczny to Q-switched FIBER. Jeżeli jednak oferujesz premium (białe na anodzie, kolory na inox, delikatne tworzywa, mikroteksty, wymagające logotypy) i chcesz mieć szersze okno procesu oraz stabilniejszą jakość — wybierz MOPA.