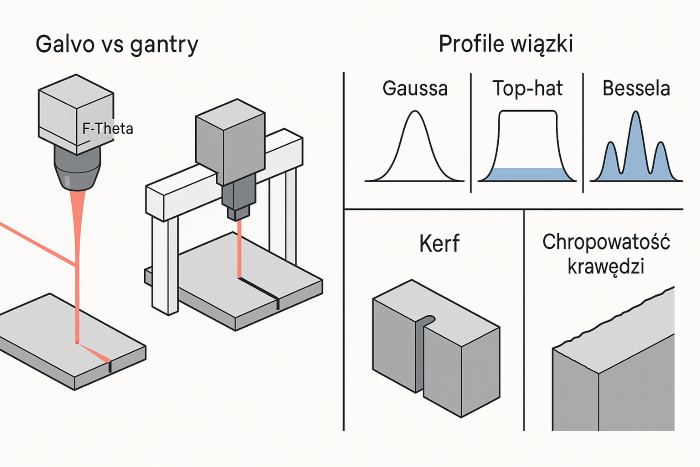
Kształtowanie wiązki i skanowanie: top-hat, BPP i galvo vs. gantry
W nowoczesnych systemach laserowych do cięcia i obróbki materiałów kluczową rolę odgrywają jakość oraz kształt wiązki laserowej, a także sposób skanowania promienia po materiale. Parametry te wpływają bezpośrednio na szerokość szczeliny cięcia (kerf), chropowatość krawędzi oraz szybkość procesu. Artykuł ten omawia, jak kształtowanie profilu wiązki (np. profil Gaussian vs. Top-Hat vs. Bessel) oraz parametry jakości wiązki (takie jak BPP – Beam Parameter Product, współczynnik jakości M² czy NA obiektywu) przekładają się na rezultaty obróbki laserowej. Przedstawimy również porównanie różnych technologii skanowania – głowic galvo kontra układów gantry (ploterów XY) i roli obiektywów F-Theta w utrzymaniu ogniskowania na polu roboczym. Celem jest dostarczenie integratorom systemów i producentom wskazówek, jak dobrać optymalne rozwiązania dla produkcji seryjnej z wykorzystaniem laserów.
Parametry jakości wiązki laserowej (BPP, M²) i ich znaczenie
Jakość wiązki laserowej opisuje, jak bliska ideału jest dana wiązka pod względem zbieżności i rozkładu mocy. W praktyce określa się ją współczynnikiem M² (M kwadrat), który porównuje rzeczywistą wiązkę do idealnej wiązki gaussowskiej TEM₀₀. Dla idealnej wiązki Gaussa M² = 1; im większa wartość M², tym gorsza jakość wiązki (bardziej rozbieżna i trudniejsza do skupienia). Parametr BPP (Beam Parameter Product) jest ściśle powiązany z M² – to iloczyn półkąta rozbieżności wiązki i promienia jej przewężenia (waist). Dla wiązki idealnej BPP osiąga minimum równe λ/π (gdzie λ to długość fali). Współczynnik M² to zatem względna miara BPP – informuje, ile razy wiązka jest gorsza od dyfrakcyjnie ograniczonej (M² = 1 oznacza wiązkę dyfrakcyjnie ograniczoną).
Dlaczego te parametry są ważne? Ponieważ określają zdolność wiązki do skupienia energii w małej plamce. Niższe M² (bliższe 1) oznacza wiązkę o lepszej jakości, którą można skupić w mniejszy punkt ogniska – uzyskuje się wtedy większą gęstość mocy i efektywniejsze wykorzystanie energii lasera. Jak podaje literatura, obniżenie M² przekłada się na ciaśniejsze ognisko i wyższą efektywną moc na jednostkę powierzchni, co z kolei wpływa korzystnie na wydajność procesów materiałowych. Z drugiej strony, wysokie M² (np. 5, 10 i więcej) oznacza gorszą jakość – wiązka ma większą rozbieżność lub wielomodowy profil, co utrudnia jej pełne skupienie. W rezultacie taka wiązka daje większą plamkę ogniskowania i niższą gęstość mocy, przez co cięcie może być mniej precyzyjne, a energia marnuje się poza obszarem cięcia. Przykładowo, cięcie grubych materiałów laserem o słabej jakości wiązki (wysokie M²) może prowadzić do szerszej szczeliny cięcia i poszarpanych krawędzi, a także większej strefy wpływu ciepła (HAZ), co pogarsza jakość produktu końcowego. Natomiast laser o wysokiej jakości (M² ~1) zapewni stabilne, małe ognisko i równomierny rozkład energii, co poprawia dokładność cięcia i stan powierzchni.
Warto zaznaczyć, że parametry M² i BPP są związane z jasnością (radiancją) wiązki. Warsztaty laserowe i integratorzy często monitorują te parametry, ponieważ pole powierzchni plamki ogniskowania rośnie z grubsza z kwadratem M² – np. wiązka o M²=2 da plamkę ~4 razy większą powierzchniowo od plamki wiązki M²=1 przy tej samej optyce. To oznacza, że fluencja (gęstość energii) spada z M² do potęgi czwartej. Konsekwencją jest mniejsza efektywność obróbki: wyższe M² wymaga albo większej mocy lasera, albo mniejszej prędkości, by osiągnąć ten sam efekt co laser o M² bliskim 1. Dlatego w zastosowaniach przemysłowych, gdzie liczy się precyzja i szybkość, dąży się do użycia laserów o możliwie niskim BPP/M² – np. lasery światłowodowe single-mode (M² ~1.1) zamiast wielomodowych (M² >> 5) do precyzyjnego cięcia cienkich detali.
Oprócz M² warto uwzględnić również NA (numerical aperture – liczbową aperturę) i ogniskową obiektywu użytego do skupienia wiązki. NA decyduje o zdolności skupiającej optyki – wysoka NA (krótka ogniskowa względna) pozwala uzyskać mniejszą plamkę, ale kosztem krótszej głębi ostrości. Przykładowo, obiektyw F-Theta o ogniskowej 163 mm (pole ~110×110 mm) może zapewnić plamkę ~32 μm w centrum pola, jednak na krawędziach pola plamka rośnie do ~54 μm z uwagi na kąt skanowania. Dłuższa ogniskowa (większe pole pracy, mniejsza NA) da większą plamkę – np. dla pola ~220×220 mm stosuje się ogniskową ~330 mm, co skutkuje plamką rzędu ~80–100 μm. Integrator planujący system musi zatem wyważyć wymagania: mała plamka vs. duże pole robocze – im większe pole (dłuższa ogniskowa), tym trudniej uzyskać bardzo mały spot i wysoką gęstość energii. W dalszej części artykułu omówimy, jak te aspekty przekładają się na konkretne wyniki obróbki laserowej.
Profile wiązki laserowej: Gaussowski, Top-Hat, Bessel
Standardowa wiązka generowana przez większość laserów (np. typowy laser CO₂ czy światłowodowy w podstawowym trybie) ma profil Gaussa – jej przekrój intensywności ma kształt dzwonu Gaussa, z maksymalną intensywnością w centrum i opadającą na brzegi. Taki rozkład (TEM₀₀) jest naturalnym wynikiem działania rezonatora laserowego. Profil gaussowski ma jednak pewne ograniczenia w obróbce materiałów. Centralna część wiązki może mieć nadmiar energii powyżej progu ablacji materiału, podczas gdy obrzeża wiązki (tzw. „skrzydełka”) niosą energię poniżej progu obróbki. Oznacza to, że podczas typowego cięcia czy grawerowania laserem Gaussa, środek plamki może powodować przegrzewanie (lub uszkodzenia podłoża), a jednocześnie energie na krawędziach plamki są marnowane – nie przyczyniają się efektywnie do procesu, a mogą generować szerszą strefę wpływu ciepła (HAZ). W efekcie spada wydajność wykorzystania energii, a obszar poza docelowym miejscem obróbki ulega niepotrzebnemu nagrzaniu.
Wiązka typu Top-Hat (flat-top) to profil o jednostajnym rozkładzie intensywności na obszarze plamki i nagłym spadku do zera na jej krawędzi. Innymi słowy, cała średnica plamki niesie zbliżoną intensywność, tylko minimalnie przekraczającą próg potrzebny do obróbki, a poza nią energia niemal natychmiast spada do zera. Taki kształt uzyskuje się poprzez celowe kształtowanie wiązki – np. za pomocą specjalnych elementów optycznych DOE (Diffractive Optical Elements) lub układów homogenizujących. W praktyce osiąga się to przy laserach o dobrej koherencji i niskim M², stosując beam shaper zmieniający fazę czoła fali, albo przy laserach wielomodowych – za pomocą dyfuzorów mieszających wiele modów. Efektem jest plamka o określonym kształcie (może być okrągła, kwadratowa itd.), w której energia jest równomiernie rozłożona. Wiązka top-hat zużywa energię znacznie efektywniej – nie ma „skrzydeł” o zbyt niskiej energii ani silnego szczytu w centrum, dzięki czemu niemal cała dostarczona moc uczestniczy w procesie obróbki docelowego obszaru. Jak obrazowo ujęto w jednej z publikacji, płaski profil wiązki pozwala precyzyjnie zawrzeć energię w wybranym obszarze, zamiast ogrzewać okoliczne strefy.
Trzecim ciekawym profilem jest wiązka Besselowska (Bessel), czasem nazywana wiązką bezdyfrakcyjną lub długoogniskową. Idealna wiązka Bessel ma w przekroju charakterystyczny wzór okręgów koncentrycznych (pierścieni) z jasnym centralnym rdzeniem. Najważniejsze jednak jest to, że taka wiązka nie skupia się w jednym krótkim punkcie, lecz tworzy wydłużony „kanał” intensywności o niewielkiej średnicy, ciągnący się na odcinku wielu milimetrów. Generuje się ją np. za pomocą soczewki stożkowej (axiconu) lub specjalnych modulatorów fazy – światło jest interferencyjnie ułożone tak, że centralny rdzeń pozostaje wąski na dużej odległości. W praktyce wiązki Bessel stosuje się głównie w laserach ultrakrótkopulsowych (pikosekundowych, femtosekundowych) do precyzyjnych mikronarzędzi. Ich zaletą jest wydłużona głębia ostrości i długi odcinek jednolitej dystrybucji energii, co bywa wykorzystywane np. do przecinania przez całą grubość materiału transparentnego bez potrzeby refokusowania. Przykładem może być cięcie szkła o grubości ~1 mm wiązką Bessel generowaną axiconem – uzyskano w ten sposób doskonałą jakość krawędzi bez pęknięć i odprysków. Co więcej, w trybie tzw. stealth dicing (cięcie „ukryte” w objętości materiału) taka wiązka potrafi generować w szkle mikropęknięcia na całej grubości bez widocznej szczeliny – praktycznie zerowy kerf i bezpyłowy proces rozdzielania materiału. Naturalnie, uzyskanie wiązki Bessel wymaga specyficznej optyki i precyzyjnego doboru parametrów, ale stanowi ona interesujący kierunek w przemysłowej mikrotechnologii (np. cięcie wyświetlaczy, wiercenie otworów o wysokim aspekcie).
Podsumowując: profil gaussowski jest najczęstszy, ale ma nierówną dystrybucję energii; profil top-hat oferuje równomierność i ostre krawędzie plamki, co zwiększa kontrolę nad procesem; profil Bessel zapewnia ekstremalnie długi zasięg skupienia małego rdzenia, przydatny do specyficznych zadań. W kolejnej sekcji zobaczymy, jak te cechy wpływają na praktyczne rezultaty obróbki – szerokość cięcia, chropowatość powierzchni i tempo pracy.
Wpływ kształtu i jakości wiązki na kerf, chropowatość i szybkość
Szerokość szczeliny cięcia (kerf). Kerf zależy od średnicy ogniskowanej plamki oraz stabilności przekazywania energii w głąb materiału. Laser o lepszej jakości wiązki (niższy BPP) umożliwia uzyskanie mniejszej plamki, a zatem potencjalnie węższego kerfu. Co więcej, profil wiązki ma znaczenie dla taperu (stożkowatości) krawędzi cięcia. Przy wiązce gaussowskiej, często górna część materiału otrzymuje najwięcej energii (w centrum plamki), przez co dolna część przecięcia może być niedotopiona – powstaje zwężenie lub rozszerzenie szczeliny. Natomiast wiązka top-hat dzięki równomiernemu rozkładowi energii może wycinać bardziej pionowe ścianki. Badania pokazują, że użycie profilu top-hat zmniejsza kąt rozwarcia szczeliny (taper angle) w porównaniu z profilami gaussowskimi. Innymi słowy, krawędzie cięcia są bardziej równoległe – szczelina ma zbliżoną szerokość u góry i u dołu materiału. To istotne przy precyzyjnym wycinaniu elementów pasowanych (lepsze dopasowanie, mniej luzu). Co ciekawe, w mikrostrukturach osiągnięto niemal eliminację stożkowatości i redukcję szczeliny właśnie dzięki top-hat oraz odpowiedniej strategii skanowania, co przełożyło się na wyższą dokładność wymiarową detali. W przypadku wiązek Bessel możliwe jest uzyskanie efektywnego kerfu bliskiego zeru – wiązka powoduje mikropęknięcia rozdzielające materiał bez usunięcia szczeliny materiału (np. w szkle). W klasycznym cięciu metalu wiązka Bessel raczej nie znajdzie zastosowania, ale np. przy wierceniu grubych otworów laserem femtosekundowym pozwala uniknąć efektu zbiegania się otworu (tapering), zachowując stałą średnicę na całej grubości.
Chropowatość i jakość krawędzi. Chropowatość powierzchni cięcia zależy od stabilności procesu topienia/odparowania materiału i równomierności usuwania materiału wzdłuż krawędzi. Tutaj znów wyróżnia się profil top-hat – jednorodny rozkład energii przekłada się na jednolitą interakcję na całej średnicy wiązki. Dzięki temu krawędzie cięcia są czystsze i gładsze. Również eksperymenty naukowe potwierdzają, że obróbka mikrostruktur laserem top-hat zmniejsza chropowatość powierzchni w porównaniu do wiązki gaussowskiej. W jednym z badań uzyskano wyraźną poprawę Sa (średniego chropowatości) elementów mikrostruktury dzięki zastąpieniu wiązki Gaussa profilem top-hat. Dodatkowo zaobserwowano lepszą definicję krawędzi – brzegi wzoru były ostrzejsze, bez nadtopień obecnych przy rozkładzie gaussowskim. Przy cięciu grubszego materiału równomierna wiązka pomaga też uniknąć chropowatych „wąsów” i zadziorów na dole cięcia, bo materiał jest przecinany równomiernie na całej grubości, zamiast powoli dogrzewany na brzegach plamki. Oczywiście na chropowatość wpływa również sama dynamika procesu (np. ciągły laser CW vs. pulsacyjny, gaz asystujący itp.), ale kształt wiązki stanowi jeden z istotnych czynników. W przypadku wiązki Bessel (ultrakrótkie impulsy) raportowano ekstremalnie gładkie powierzchnie cięcia szkła – brak stopionych stref i minimalne uszkodzenia podpowierzchniowe. Długie ognisko Bessel redukuje potrzebę przekładania ogniska, więc proces przebiega bardziej jednorodnie wzdłuż grubości, co sprzyja uzyskaniu gładkiej ścianki.
Szybkość procesu (wydajność). Zarówno profil wiązki, jak i jej jakość wpływają na to, z jaką prędkością można prowadzić obróbkę bez pogorszenia jakości. Wiązka top-hat ma tu przewagę – ponieważ cały obszar plamki przekracza próg obróbki, można szybciej posuwać wiązkę, nie obawiając się, że krawędzie plamki „nie dołączą” materiału. W praktyce oznacza to wyższą prędkość skanowania lub posuwu, zanim pojawią się defekty. Równomierne rozłożenie energii pozwala też obniżyć nieco moc lasera przy zachowaniu efektu – nie marnujemy energii w centrum plamki, więc możemy ją wykorzystać do zwiększenia throughputu procesu. Dla integratora oznacza to potencjalnie krótsze czasy cyklu lub mniejszą liczbę przebiegów potrzebnych do uzyskania zadanej głębokości/cięcia.
Jako kontrprzykład, przy wiązce gaussowskiej często trzeba nakładać ścieżki (np. mniejszy odstęp między skanami lub wielokrotne przejścia) aby uzyskać równomierne wycięcie – bo brzegi plamki nie zawsze dostarczą dość energii. To obniża efektywną prędkość produkcji. Ponadto nierówny rozkład może wymuszać obniżenie prędkości, by uniknąć miejsc niedociętych tam, gdzie energia spada. Sumarycznie więc top-hat może dać kilkudziesięcioprocentowy wzrost wydajności w niektórych aplikacjach. W przypadku wiązek Bessel, ich zastosowanie z ultrakrótkimi impulsami bywa kluczem do osiągnięcia nieosiągalnych wcześniej kombinacji jakości i szybkości. Przykładowo, wykorzystanie trybu burst GHz z wiązką Bessel pozwoliło ciąć szkło z prędkością i jakością lepszą niż klasyczne metody na bazie impulsów MHz Gaussian – energia deponuje się w objętości szybko i równomiernie, co skraca czas potrzebny na przecięcie całej grubości. Oczywiście, tego typu zaawansowane techniki są stosowane w wąskich specjalizacjach, ale pokazują potencjał, jaki niesie świadome kształtowanie i modulacja wiązki.
Galvo vs. gantry – porównanie systemów skanowania laserem (F-Theta vs. stolik)
Oprócz jakości wiązki, na wyniki i wydajność obróbki wpływa sposób podawania wiązki po materiale, czyli architektura skanowania. Istnieją dwie główne klasy systemów: skanowanie galvo (oporowe lustra i układ obiektywów skanujących, np. F-Theta) oraz skanowanie gantry (mechaniczny ruch głowicy laserowej lub stolika XY). Każde z tych rozwiązań ma swoje mocne i słabe strony, co warto rozważyć przy integracji linii produkcyjnej.
Skanowanie galvo z obiektywem F-Theta
W systemach galvo wiązka laserowa jest odchylana przy pomocy dwóch szybko poruszających się lusterek (osi X i Y), a następnie skupiana przez obiektyw F-Theta na płaszczyźnie roboczej. Obiektyw F-Theta zapewnia, że po odchyleniu wiązki o kąt, plamka przesuwa się liniowo wzdłuż płaszczyzny (dając płaskie pole ogniskowania). Typowe galvo do znakowania ma pole rzędu 100×100 mm do 300×300 mm – jest ono determinowane właśnie przez ogniskową obiektywu skanującego. Największą zaletą galvo jest szybkość. Małe lusterka potrafią bardzo szybko zmieniać położenie wiązki: prędkości skanowania rzędu tysięcy mm/s są osiągalne (np. znakowanie tekstu, kodów QR w ciągu ułamków sekund). To sprawia, że galvo jest niezastąpione tam, gdzie trzeba bardzo szybko obróbkować wiele drobnych elementów w niewielkim polu – np. grawerowanie numerów seryjnych na detalu, znakowanie dat i kodów na opakowaniach, strukturyzacja powierzchni małych komponentów itp. Co więcej, system galvo nie wymaga rozpędzania mas dużej bezwładności (jak głowica na prowadnicach), więc charakteryzuje się minimalnymi czasami przesiwu między elementami – skok z punktu do punktu trwa kilka milisekund.
Ograniczeniem galvo jest obszar roboczy – duże pola wymagają bardzo dużych obiektywów F-Theta o długich ogniskowych, co, jak wspomniano, zwiększa średnicę plamki i zmniejsza intensywność. Dlatego galvo rzadko stosuje się do cięcia na dużym formacie; typowe zastosowania to znakowanie, ewentualnie wycinanie drobnych kształtów w cienkich materiałach w obszarze kilkunastu centymetrów. Przy większym polu pojawiają się też zniekształcenia: plamka staje się eliptyczna i większa na krawędziach pola, kąt padania wiązki jest bardziej ukośny (co np. w grubszych materiałach powoduje lekki kąt cięcia). Zaawansowane układy galvo mogą temu przeciwdziałać (stosuje się np. skanery 3-osiowe: dwa lustra + ruchoma soczewka do dynamicznego ogniskowania). Niemniej, ogólną zasadą jest, że galvo służy do szybkiej obróbki niewielkich lub średnich pól. Przykładowo, w znakowarkach laserowych fiber do metalu powszechne są obiektywy F-Theta 160 mm (pole ok. 110 × 110 mm) czy 254 mm (pole ~175 × 175 mm). Dla porównania – ploter gantry może mieć pole liczone w metrach.
Zastosowania galvo: grawerowanie i znakowanie wysokiej rozdzielczości (np. kody, logotypy, napisy) z dużą szybkością, strukturyzacja powierzchni (np. teksturowanie form), cięcie cienkich folii, papieru, tworzyw na małym obszarze, gdzie liczy się czas cyklu. Galvo bywa też stosowane w liniach produkcyjnych w locie – laser znakujący poruszające się produkty na taśmie (tzw. Marking on the fly), gdzie szybkość reakcji jest kluczowa.
Skanowanie w układzie gantry (ploter laserowy)
W systemach gantry laser (lub zwierciadła kierujące) są zamontowane na ruchomej głowicy, która przemieszcza się nad powierzchnią materiału na osiach liniowych X, Y (podobnie do plotera czy frezarki CNC). Alternatywnie, w niektórych maszynach porusza się sam stolik z materiałem. Gantry charakteryzuje się dużym polem roboczym – ograniczonym głównie długością prowadnic. Typowe wycinarki laserowe mają stoły np. 600×400 mm, 1300×900 mm, a nawet 2500×1250 mm (format blach). Tak duże obszary można obrabiać, ponieważ głowica fizycznie dojeżdża wszędzie, utrzymując praktycznie stałą odległość od materiału i kąt prostopadły wiązki. Zaletą gantry jest uniwersalność i skalowalność pola – można ciąć duże formatki, wycinać wiele elementów rozłożonych na całym stole, bez optycznych zniekształceń na brzegach (ogniskowa jest stała, oś optyczna zawsze prostopadła). Ponadto w cięciu grubszych materiałów (np. drewno 6 mm, akryl 10 mm, blacha stalowa) często potrzeba większej mocy i wolniejszego przesuwu – tu galvo by nie pomogło, bo jego zaletą jest prędkość, a nie przenoszenie dużej energii w jednym miejscu. Gantry może dłużej oddziaływać laserem w jednym punkcie, jadąc wolniej, co sprzyja cięciu grubszych materiałów.
Ograniczeniem gantry jest prędkość. Mechaniczne przesuwanie głowicy jest znacznie wolniejsze niż odchylanie luster. Typowe prędkości cięcia/grawerowania to setki mm/s, a dla bardzo dokładnych prac nawet dziesiątki mm/s. Dodatkowo istnieje bezwładność – przy zmianie kierunku głowica musi wyhamować i rozpędzić się, co zabiera czas. Dla kontrastu – galvo może skakać między odległymi punktami praktycznie bez zauważalnej zwłoki. Ogólnie szacuje się, że galvo potrafi być 5–10 razy szybsze niż gantry w wykonywaniu analogicznej pracy na małym obszarze. Jeśli więc np. wygrawerowanie małego logo zajmuje gantry 10 sekund, galvo mogłoby to zrobić w ~2 sekundy. Z drugiej strony, gantry może w jednym cyklu obrabiać np. duży arkusz sklejki – wycinając kilkadziesiąt elementów rozłożonych po całym formacie, czego pojedyncze galvo (bez przestawiania materiału) nie wykona, bo pole galvo jest za małe.
Zastosowania gantry: cięcie dużych wzorów i grubszych materiałów – np. wycinanie liter z akrylu, elementów z sklejki, tkanin, skór na całym arkuszu; grawerowanie dużych grafik, znakowanie paneli itp. Gantry sprawdza się też w sytuacji, gdy tolerancja pozycjonowania względem materiału musi być ścisła na dużym obszarze – np. grawerowanie frontu obudowy urządzenia, gdzie wzór musi być dokładnie rozmieszczony na całej długości. Ploter laserowy zapewnia jednolitą jakość plamki na całym polu, bo zawsze korzystamy z tego samego ogniskowania i osi optycznej.
Porównanie i kombinacje
Podsumowując, galvo vs. gantry to wybór między szybkością na małym polu a uniwersalnością na dużym polu. W praktyce:
- Galvo – bardzo szybkie skanowanie, małe/średnie pole (zależne od obiektywu, np. 100–300 mm), najczęściej stosowane do grawerowania i znakowania. Może pracować „w locie” z taśmociągiem. Ograniczona zdolność cięcia grubych materiałów (lepsze do cienkich i powierzchniowych procesów). Niska konserwacja (brak ciężkich elementów ruchomych).
- Gantry – duże pole robocze, elastyczność w rozmiarze i grubości materiału, wolniejsze ruchy. Wymaga systemu mechanicznego (prowadnice, paski/śruby, często chłodzenie wodą tuby laserowej przy CO₂) i regularnej konserwacji mechanicznej. Doskonały do cięcia i grawerowania wielkoformatowego, gorzej przy bardzo drobnych, powtarzalnych znakach na wielu małych detalach (tu galvo wygrywa wydajnością).
Warto wspomnieć, że istnieją hybrydowe podejścia – np. systemy, gdzie duży obszar podzielony jest na kafelki obrabiane kolejno przez galvo przesuwane na portalu (gantry wozi małe galvo, które skanuje szybciutko lokalny obszar, potem jedzie dalej). Takie rozwiązania łączą zalety – pokrywają duży obszar, a jednocześnie w każdym polu wykonują pracę bardzo szybko. Dla integratorów planujących linię produkcyjną istotna jest analiza typu zadań: jeżeli np. planujemy masowo grawerować małe elementy (tabliczki, komponenty), to „beam steering” galvo zapewni niesamowitą przepustowość. Jeśli natomiast trzeba rozkroić duży arkusz materiału na części – gantry będzie prostszym i często jedynym sensownym rozwiązaniem.
Przykłady zastosowań i dobór technologii
Mikroobróbka precyzyjna (np. struktury na formach, mikrowiercenia): Tutaj liczy się minimalna średnica plamki, brak stożkowatości otworów oraz gładkość. Zastosowanie lasera femtosekundowego o M² ~1 z optyką kształtującą wiązkę top-hat umożliwiło uzyskanie otworów o prawie pionowych ściankach i niskiej chropowatości, niemożliwej do osiągnięcia wiązką gaussowską przy tej samej energii. Jeśli dodamy do tego skanowanie galvo, można bardzo szybko wykonać setki mikrootworów na niewielkiej powierzchni. Przykładem może być teksturowanie formy wtryskowej – galvo skanuje wzór, a top-hat zapewnia równomierne ablacje bez artefaktów między ścieżkami. Checklist: wybór single-mode laser, DOE top-hat, głowica galvo z telecentrycznym obiektywem F-Theta dla równości kształtów.
Cięcie grubego akrylu lub sklejki na formatki: Tutaj kluczowe jest przekroczenie grubości materiału i uzyskanie czystej krawędzi bez zwęglenia. Zastosowanie plotera gantry z laserem CO₂ o stosunkowo dobrej jakości wiązki (np. laser RF CO₂, M² ~1.2) pozwoli ciąć np. 10 mm akryl z gładką krawędzią. Profil wiązki Gaussa może być tu akceptowalny, ale integrator powinien dobrać odpowiednią średnicę plamki (poprzez ogniskową soczewki, np. 2.5” lub 4” dla większej głębi ostrości). Jeśli krawędź miałaby być jeszcze gładsza, można rozważyć użycie optyki do delikatnego homogenizowania wiązki (pół-droga do top-hat) lub minimalnego defokusowania, by uniknąć zbyt dużego gradientu energii. Checklist: M² i BPP lasera CO₂ (sprawdzić, czy tuba RF daje lepsze M² niż tuba szklana), ogniskowa dopasowana do grubości (dłuższa ogniskowa – większa plamka, ale lepsza prostopadłość cięcia), asysta gazowa (wydmuchuje spaliny i wygładza krawędź).
Szybkie znakowanie produktów (linie produkcyjne): Załóżmy, że trzeba nanieść datownik lub kod na kilkaset produktów na minutę. Idealnym rozwiązaniem jest tu laser fiber z głowicą galvo. Jakość wiązki światłowodowego lasera pulsacyjnego (np. M² ~1.3) zapewnia mały spot (~30 μm), co da wyraźne, drobne znaki. Galvo umożliwi znakowanie w np. 0.1 s/produkt. Kształt wiązki standardowy gaussowski zazwyczaj wystarczy, choć czasem stosuje się technikę lekko defokusowanego top-hat (poprzez specjalną optykę), aby uzyskać jednolite, kontrastowe znakowanie bez ryzyka „przepalenia” środka plamki. Checklist: upewnić się co do pola roboczego (czy znak będzie na całej powierzchni produktu – jeśli większy niż np. 100×100 mm, dobrać obiektyw F-Theta o odpowiedniej ogniskowej), kalibracja galvo (by zminimalizować zniekształcenia w polu), moc i częstotliwość lasera (dobrać pod materiał, by uzyskać czytelny kontrast w krótkim czasie).
Cięcie szkła hartowanego na wymiar (np. ekrany urządzeń): Wymagany jest brak mikropęknięć i gładka krawędź, co jest trudne tradycyjnymi metodami. Tutaj rozwiązaniem może być laser ultrakrótkopulsowy z optyką Bessel. Femtosekundowy laser w trybie burst + axicon generujący wiązkę Bessel pozwala rozcinać cienkie szkło z prędkością produkcyjną i bez odprysków – powstaje wąska strefa osłabienia, a szkło rozdziela się bezodpadowo. W warunkach fabrycznych integrator musi zapewnić bardzo precyzyjne ustawienie wysokości, bo wiązka Bessel działa w określonym zakresie głębokości. Checklist: M² lasera (tu zwykle <1.3 dla fs), dobór axiconu (kąt i materiał, by uzyskać długość wiązki > grubość szkła), synchronizacja skanera/stołu (dokładne prowadzenie linii cięcia; często galvo + liniowy posuw próbki).
Checklist ustawień przed wdrożeniem
Przed implementacją systemu laserowego do produkcji, warto skontrolować następującą listę kluczowych parametrów i ustawień, aby zapewnić optymalne wyniki:
- Jakość wiązki (M², BPP): zmierz lub sprawdź deklarowane M² lasera. Upewnij się, że jest odpowiednie dla wymaganej szerokości cięcia i precyzji. Laser o niższym M² zapewni węższy kerf i lepszą jakość krawędzi. W razie potrzeby rozważ filtrację modów lub wybór innego źródła o wyższej jakości wiązki.
- Profil wiązki / kształtowanie: oceń, czy standardowy profil gaussowski spełni wymagania, czy też warto zastosować beam shaper. Do zadań wymagających równomiernej energii na plamce – rozważ element Top-Hat (DOE lub homogenizer). Do cięcia grubych przezroczystych materiałów – rozważ optykę Bessel (axicon). Upewnij się, że optyka kształtująca jest dobrana do średnicy wiązki i długości fali.
- Ogniskowa i NA obiektywu: dopasuj do rozmiaru plamki i głębi ostrości wymaganej przez aplikację. Krótka ogniskowa (wysoka NA) da mały spot, ale wymaga precyzyjnego utrzymania odległości od materiału. Długa ogniskowa da większy kerf, ale bardziej toleruje odchyłki focusu i pokrywa większe pole. Sprawdź, czy obiektyw (np. F-Theta) pokrywa cały wymagany obszar roboczy i czy plamka na krawędziach pola jest akceptowalna rozmiarowo.
- Pole robocze i metoda skanowania: zdefiniuj potrzebny obszar obróbki i dobierz technologię skanowania. Dla pola do kilkudziesięciu cm² i potrzeby wysokiej prędkości – wybierz galvo + F-Theta. Dla dużych formatów lub grubych materiałów – gantry/stolik XY będzie właściwe. Upewnij się, że system skanujący jest skalibrowany (w przypadku galvo – kalibracja pola i korekcja zniekształceń, w przypadku gantry – prostopadłość osi i utrzymanie ogniskowej na całym polu).
- Inne ustawienia procesowe: skoryguj moc i prędkość zgodnie z profilem wiązki – np. przy wiązce top-hat często można zwiększyć posuw, co warto przetestować. Sprawdź gaz asystujący (ciśnienie, czystość) – szczególnie przy cięciu. Zweryfikuj stabilność wiązki (dryft mocy, położenia) – przy mniejszych plamkach wpływ nawet drobnych odchyłek jest większy.
Spełnienie powyższych punktów pomoże zminimalizować ryzyko przy wdrażaniu systemu laserowego w produkcji seryjnej. Odpowiednio ukształtowana wiązka o dobrej jakości oraz dopasowany system skanowania przełożą się na węższy kerf, gładsze krawędzie i wyższą prędkość – czyli lepszą jakość i wydajność procesu laserowego (beam shaping laser, galvo vs gantry, laser F-Theta). Wszystko to finalnie zwiększa konkurencyjność produkcji, pozwalając uzyskać precyzyjne rezultaty w jak najkrótszym czasie.