Cięcie laserowe w 2025: koszty i ekologia
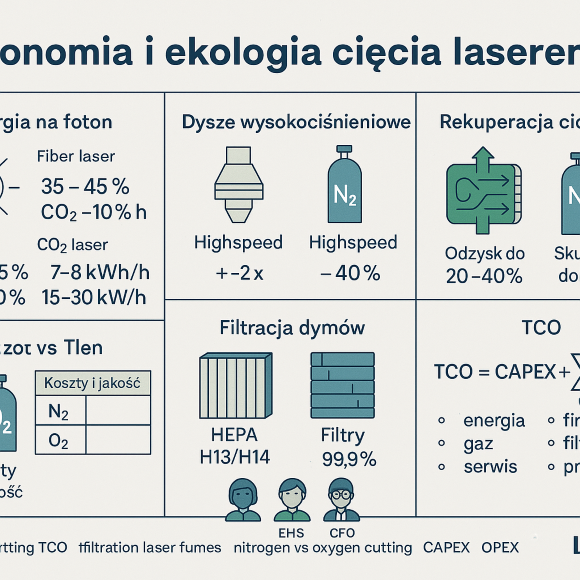
Efektywność energetyczna laserów: Nowe generacje laserów włóknowych są znacznie bardziej energooszczędne niż tradycyjne lasery CO₂. Laser włóknowy konwertuje na wiązkę laserową nawet 40–90% pobieranej energii elektrycznej, podczas gdy klasyczny laser CO₂ ma sprawność rzędu tylko ~5–20%. Krótsza długość fali (1,06 μm vs 10,6 μm) oznacza ponadto, że każdy foton lasera włóknowego niesie ok. 10 razy więcej energii niż foton lasera CO₂, co poprawia absorpcję przez metal. W praktyce oznacza to też znacznie mniejsze zużycie energii: lasery włóknowe mogą wymagać raptem 6–10 kWh przy całodziennym cięciu, podczas gdy lasery CO₂ – 15–30 kWh. Dla przykładu laser 3 kW pobiera ok. 8,5 kWh na godzinę ciągłej pracy. Przy cenie 0,6–0,8 zł/kWh to tylko kilka złotych na godzinę dla lasera włóknowego, wobec kilkunastu złotych dla lasera CO₂. Dzięki wyższej sprawności nowe lasery generują też mniej odpadowego ciepła (mniejsze obciążenie systemów chłodzących).
Dysze wysokociśnieniowe: szybsze cięcie, mniejsze zużycie gazu: Innowacyjne głowice cięcia z bi-flow (Highspeed, Highspeed Eco) znacząco poprawiają efektywność cięcia. Dzięki specjalnym dyszom możliwe jest niemal dwukrotne przyspieszenie prędkości cięcia przy zachowaniu tej samej mocy lasera, co bezpośrednio zwiększa wydajność produkcji. Co ważne, oszczędza się także gaz asystujący: nowe dysze Highspeed potrafią zmniejszyć zużycie azotu aż o ok. 40%, a ulepszone wersje Eco nawet o 70%. To oznacza konkretne oszczędności – szybkie cięcie przy mniejszym zużyciu butli N₂. Dzięki temu koszty gazu maleją, a przestoje (np. na wymianę butli) rzadziej przerywają pracę.
Nowoczesne dysze wysokociśnieniowe (np. Highspeed/Highspeed Eco) mogą prawie podwoić przepustowość lasera przy jednoczesnym obniżeniu zużycia azotu o 40–70%. Dzięki temu cięcie jest szybsze, a koszty gazu znacznie niższe.
Rys. Przykładowa głowica cięcia laserowego z dyszą Highspeed/Eco. Nowoczesne dysze wieloprzepływowe poprawiają wydajność cięcia i redukują zużycie gazu.
Cięcie azotem vs. tlenem: Wybór gazu asystującego ma wpływ na koszt, jakość i bezpieczeństwo cięcia. Tlen sprzyja reakcji egzotermicznej na krawędzi stali, co przyspiesza cięcie (szczególnie grubych blach) przy relatywnie niskim koszcie gazu. Wadą jest nalot tlenków na krawędzi, wymagający szlifowania lub passywacji po cięciu. Azot natomiast jest gazem obojętnym: wyklucza utlenianie materiału, dając czystą, „surową” krawędź bez nalotu. Ponieważ nie zachodzi spalanie, cięcie azotem przebiega wolniej – często ~30% wolniej niż przy tlenie. Z kolei gaz (azot) podawany jest pod bardzo wysokim ciśnieniem (rzędu 20–30 bar), co oznacza większe zużycie objętościowe (dziesiątki metrów sześciennych na godzinę) niż przy cięciu tlenem (2–6 bar, ok. 10 m³/h). W rezultacie bez użycia generatora azot z butli jest kilkukrotnie droższy niż tlen – ok. 0,75–1,25 €/m³ vs 0,15–0,25 €/m³ dla tlenu. Przeliczając to na godzinę pracy: cięcie stali azotem może kosztować nawet kilkadziesiąt–kilkaset zł/godz, podczas gdy tlenem kilkanaście zł.
Porównanie w skrócie:
- Jakość krawędzi: Azot → krawędź czysta, bez nalotu; Tlen → krawędź utleniona (szorstka, wymaga obróbki wykańczającej).
- Prędkość cięcia: Tlen znacznie przyspiesza cięcie stali (przez spalanie), zwłaszcza powyżej ~10 mm grubości. Azot jest wolniejszy (~30% wolniej dla stali), ale lepszy do cienkich arkuszy i materiałów nierdzewnych.
- Koszt gazu: O₂ jest tańszy (~2–5 zł/m³), N₂ droższy (~10–20 zł/m³ bez generatora). Przy grubej stali tlen daje niższy koszt jednostkowy cięcia, przy cienkiej lub wymagającej perfekcyjnej krawędzi – przewaga azotu (czystsza powierzchnia, oszczędność na polerowaniu).
- Bezpieczeństwo: Azot jest niepalny, ale wysoki przepływ i ciśnienie wymagają przemyślanej instalacji (wychładzanie, ryzyko uduszenia w zamkniętych pomieszczeniach). Tlen jest silnym utleniaczem – należy unikać olejów i zanieczyszczeń, które mogą spowodować pożar. Niezależnie od wyboru, obowiązują przepisy BHP (rozsądny obieg powietrza, czujniki tlenu/wycieku itp.).
Rekuperacja ciepła: Wysoka efektywność energetyczna idzie w parze z wykorzystaniem odpadowego ciepła. Nowoczesne systemy chłodzenia laserów generują znaczną ilość ciepła odpadowego – zamiast je marnować, można je odzyskiwać do ogrzewania hali lub wstępnego podgrzania wody użytkowej. Praktyczne przykłady pokazują wymierne zyski: wdrożenie układów odzysku ciepła z chłodnic potrafi przynieść nawet 40% redukcję kosztów ogrzewania budynku w sezonie grzewczym. W niektórych wdrożeniach gorąca woda z systemu chłodzenia w całości zasila instalację grzewczą, zmniejszając pracę kotłów o ok. 60%. Dzięki takim rozwiązaniom znacznie spadają koszty ciepła (gazu, oleju czy prądu) zużywanego do ogrzewania hali czy suszenia materiału.
Filtracja dymów i emisje: Bezpieczna praca wymaga sprawnej filtracji spalin laserowych. Współczesne systemy wyciągowe łączą kilka stopni filtrów: filtr wstępny (wyłapuje grubsze cząstki), bardzo wydajny filtr HEPA klasy H13/H14 (pochłania ≥99,97% cząstek ≥0,3 μm) oraz warstwę aktywowanego węgla (adsorbuje szkodliwe gazy i zapachy). Dzięki temu nawet ~99,9% drobnego pyłu i zanieczyszczeń powstających podczas cięcia jest wychwytywane przed wydmuchaniem do otoczenia. Nowoczesne wyciągi mają także wentylatory ze sterowaniem przepływem, czujniki nasycenia filtrów i pracują w obiegu zamkniętym lub kierują powietrze na dach hali, spełniając normy środowiskowe i BHP. Przykładowo, przepisy wymagają wentylacji takiej, aby szkodliwe opary nie przekraczały dozwolonych limitów (TLV/PEL). Filtry HEPA i węglowe w połączeniu z odpowiednim przelicznikiem przepływu (np. ok. 0,5–0,75 m/s przy wlocie) gwarantują spełnienie wymagań norm pomiaru pyłów i standardów bezpieczeństwa.
Rys. Prawidłowe odsysanie dymu laserowego bezpośrednio przy głowicy. Wielostopniowe filtry HEPA + węgiel aktywny usuwają niemal wszystkie cząstki (zgodność z normami BHP i środowiskowymi).
Przykładowe dane liczbowe i TCO
Aby zobrazować wpływ powyższych czynników na koszty, podajmy orientacyjne dane (dla lasera włóknowego o mocy ~6 kW, pracującego ~3 000 h/rok):
- CAPEX i amortyzacja: Załóżmy inwestycję ~500 000 zł. Amortyzacja 5-letnia przy 3 000 h/rok daje ok. 33 zł/h tylko z tytułu amortyzacji sprzętu.
- Zużycie energii: Przy pełnej mocy 6 kW pobór wynosi ~6 kW (6 kWh/h). Po uwzględnieniu pracy akceleratorów i strat chłodzenia realnie liczymy ok. 7–8 kWh/h. Przy cenie ~0,6–0,8 zł/kWh daje to ~4–6 zł/godz.
- Gaz asystujący: Dla stali nierdzewnej ciętej azotem (20 bar) typowo zużywa się kilkadziesiąt m³/h (np. ~50 m³/h przy 6 kW). Przy cenie ~0,9–4,5 zł/m³ (z butli) to ~450–2 250 zł/h na gaz – skrajnie drogo. Jeśli jednak zainstalujemy generator N₂, koszt spada do ok. 0,1–0,2 zł/m³, czyli kilkadziesiąt zł/h. Dla porównania, cięcie tlenem (2–4 bar, ~10 m³/h) to koszt ok. 9 zł/h.
- Serwis i eksploatacja: Roczny serwis (wymiany optyki, przeglądy) to ok. 5–10% wartości sprzętu, np. 25–50 tys. zł/rok (~8–17 zł/h). Filtry HEPA i węglowe wymagają wymiany co pół roku–rok (~2–5 tys. zł/rok). Ponadto trzeba uwzględnić przestoje serwisowe, ewentualne koszty stojącej butli gazu i amortyzacji szkoleń operatora.
- Koszt całkowity TCO: Sumując CAPEX i OPEX (energia, gaz, serwis, filtracja, przestoje), otrzymujemy TCO na poziomie np. 50–100 zł/godz aktywnego cięcia (w zależności od warunków). Optymalizacja (generator N₂, dysze highspeed, odzysk ciepła) może obniżyć tę wartość.
Bonus: Dla ułatwienia szacunków przygotowaliśmy przykładowy arkusz kalkulacyjny „TCO Laser Cutting” do pobrania. Zawiera on pola na CAPEX (koszt maszyny, instalacji), OPEX (energia, gazy, przeglądy, filtry, przestoje) i wylicza koszt godziny cięcia.
Podsumowanie: Inwestycje w nowoczesny laser (zwłaszcza włóknowy), oszczędne dysze i efektywne chłodzenie oraz filtrację mają wymierne korzyści ekonomiczne i ekologiczne. Redukcja zużycia prądu i gazów obniża koszty operacyjne (wpływając na TCO cięcia laserowego), a odzysk ciepła i skuteczna filtracja minimalizują emisję do środowiska. Przełożenie tych rozwiązań na praktykę oznacza oszczędności przy jednoczesnym spełnieniu norm środowiskowych i poprawie bezpieczeństwa pracy.